钎焊是指低于焊件熔点的钎料和焊件同时加热到钎料熔化温度后,利用液态钎料填充固态工件的缝隙使金属连接的焊接方法。在钎焊过程中,材料被加热到比填充材料温度高一些,填充金属变成液体,覆盖所有配合面,并形成冶金结合。钎焊时,首先要去除母材接触面上的氧化膜和油污,以利于毛细管在钎料熔化后发挥作用,增加钎料的润湿性和毛细流动性。
(1)软钎焊:软钎焊的钎料熔点低于450°C,接头强度较低(小于100MPa)。软钎焊多用于电子和食品工业中导电、气密和水密器件的焊接。以锡铅合金作为钎料的锡焊最为常用。软钎料一般需要用钎剂,以清除氧化膜,改善钎料的润湿性能。
(2)硬钎焊:硬钎焊的钎料熔点高于450°C,接头强度较高(大于200 MPa)。硬钎焊接头强度高,有的可在高温下工作。硬钎焊的钎料种类繁多,以铝、银、铜、锰和镍为基的钎料应用***。
铝基钎料常用于铝制品钎焊;银基、铜基钎料常用于铜、铁零件的钎焊;锰基和镍基钎料多用来焊接在高温下工作的不锈钢、耐热钢和高温合金等零件;焊接铍、钛、锆等难熔金属、石墨和陶瓷等材料则常用钯基、锆基和钛基等钎料。选用钎料时要考虑母材的特点和对接头性能的要求。硬钎焊钎剂通常由碱金属和重金属的氯化物和氟化物,或硼砂、硼酸、氟硼酸盐等组成,可制成粉状、糊状和液状。在有些钎料中还加入锂、硼和磷,以增强其去除氧化膜和润湿的能力。焊后钎剂残渣用温水、柠檬酸或草酸清洗干净。
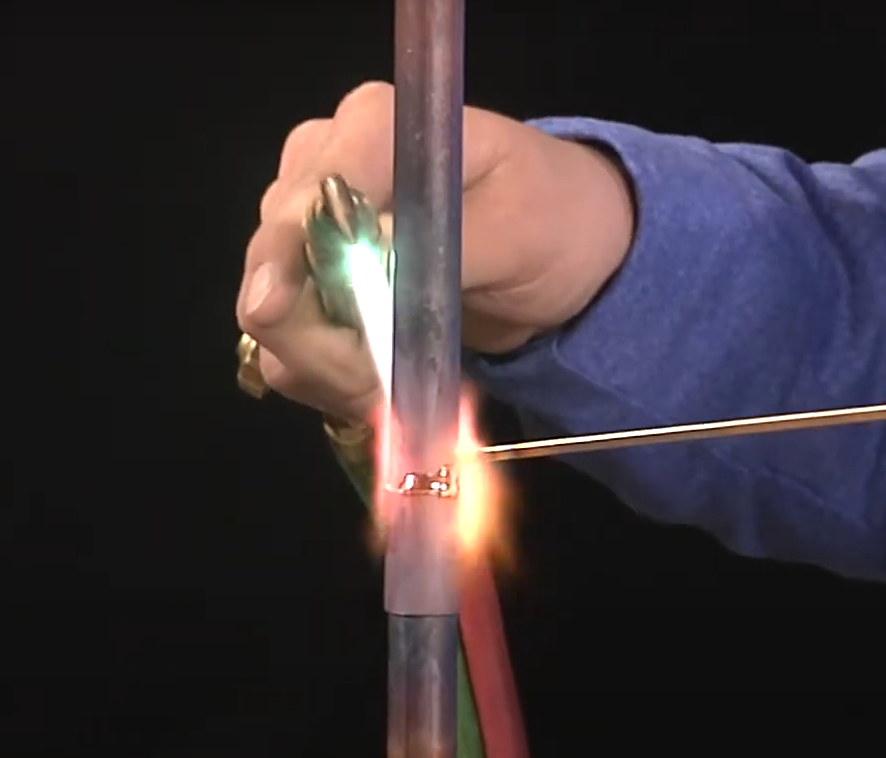
(1)烙铁钎焊:设备简单,灵活性好,适用于微细钎焊,需要使用钎剂,只能用于软钎焊,钎焊小件。(2)火焰钎焊:设备简单,灵活性好,但控制温度困难,只能钎焊小件。火焰钎焊是用可燃气体、可燃固体或液体燃料的气化物与氧或空气混合燃烧所形成的火焰对工件和钎料进行加热的一种钎焊方法。钎料的选择范围宽,从低温的银基钎料到高温的镍和铜基钎料都可以应用,并且对钎料的形状几乎没有要求,丝状、片状、预成形或膏状形式的钎料都可以应用在火焰钎焊中。
(3)金属浴钎焊:加热快,能***控制温度,钎料消耗大,用于软钎焊及其批量生产。(4)盐浴钎焊:是用钎焊合金组装并放入熔盐浴中,浴槽可以通过电、燃气或其他燃料加热。盐使工件升温,钎料熔化。该工艺加热速度快,能***控制温度,设备费用高,焊后需清洗设备,用于批量生产,不能焊密闭工件。(5)气相钎焊:加热均匀,钎焊质量高,用于软钎焊及批量生产。(6)电阻钎焊:生产效***,成本较低,控制温度困难,工件形状及尺寸受限。是利用电流通过焊件、钎料或钎料与焊件接触面所产生的电阻热加热焊件和熔化钎料的一种钎焊方法。(7)感应钎焊:感应钎焊将焊件的待焊部分置于交变磁场中,由放置在工件周围的线圈感应电流的阻力,为感应钎焊过程提供热量,电阻加热熔化预先放置的填充金属。该工艺可以仅在需要的地方选择性加热工件进行钎焊,具有加热快,钎焊质量好,工件形状受限等特点,适合批量钎焊小件。
(8)保护气体炉中钎焊:加热均匀,变形小,一般不用钎剂,加热慢,钎料及工件不宜含大量易挥发元素。适合大小件的批量生产,多钎缝工件的钎焊。(9)真空钎焊:是将装配好钎料的焊件放在真空炉中加热并进行钎焊的方法。能精准控制温度,加热均匀,变形小,能钎焊难焊的高温合金,不用钎剂且钎焊质量好,一般用于钎焊重要工件。目前较为***的AMB(Active Metal Brazing)活性钎焊工艺技术也属于真空钎焊,AMB是在800℃左右的高温下,含有活性元素Ti、Zr的Ag基焊料在陶瓷和金属的界面润湿并反应,从而实现陶瓷与金属异质键合的一种工艺技术。
1. 温度低: 钎焊使用的钎料熔点低于被连接金属的熔点,因此连接过程中被连接金属并不会被熔化,熔化的是填充金属,因此所需要的加热温度相对较低。2. 不破坏原件表面: 由于钎料熔点低,连接过程中不会破坏被连接金属的表面质量,可以保持原件的外观和性能。3. 适用性广泛: 钎焊可用于连接不同种类的材料,如:异种金属结合、金属与非金属连接,还可以连接纤维及弥散强化复合材料等,使其在多个行业和领域中广泛应用。4. 强度可靠: 钎焊工艺可以提供坚固、持久的连接,使得所连接的部件具有较高的强度和耐久性。5. 不需要相同材料: 相比其他焊接方法,钎焊不要求被连接金属和钎料具有相同的成分。这些特点使得钎焊成为一种重要的金属连接技术,在许多领域都得到广泛应用。钎焊工艺中除了母材会对钎焊强度有很大影响以外,钎焊填充材料的选择也很重要。正确的选择钎料和匹配的钎焊方法,钎焊可以使用几乎任何可以商用的填充材料用以提供坚固的接头。在钎焊过程中,钎料渗入基体金属并与基体金属形成合金的过程称为扩散,在高温、高应力使用条件下应优先选择易于扩散并能与基体金属形成合金的填充材料。当组建由极薄的基底金属构成时,通常选择具有低扩散性的填充材料。接头强度取决于接头设计、应力状态、钎焊温度、钎焊量、加热速率、峰值温度下的保持时间以及许多其他需考虑的因素,在选择填充材料时,首先要考虑工作温度,极少数填充材料具有不同的熔点。固相线和液相线很接近的钎料通常不会表现出很强的分离倾向,并且它们是相对流动的。其次,必须考虑到填充材料与基体金属的合金化程度;合金化可以改善接头的力学性能,提高接头的重熔温度。***,填充材料的放置也是一个重要考虑因素,这不仅是因为放置方法需要接近接头,而且还因为在加热过程中,填充材料必须保持在其位置上直至熔化。填充材料有不同的形式,最常见的填充材料形式有:丝材、粉末、箔片、焊膏、带材、垫片等,材料形式的选择主要取决于特定接头的设计。为了能在钎焊中得到满意的应用效果,钎料必须具备以下特征:1. 在钎焊温度下具有适当的流动性,以确保通过毛细作用流动,并提供均匀的合金分布;5. 与母体金属形成合金或结合,以形成具有较高熔化温度合金的能力;6. 在钎焊操作要求的范围内,填充金属和母材之间的清洗或腐蚀的可控性;7. 根据使用要求,产生或避免基体金属与填料金属相互作用的能力。
常用的软钎料有锡铅基、铅基(T<150℃,一般用于钎焊铜及铜合金,耐热性好,但耐蚀性较差)、镉基(是软钎料中耐热性的一种,T=250℃)锌基等合金。软钎料主要用于焊接受力不大和工作温度较低的工件,广泛用于电子产品、电机电器和汽车配件,如各种电器导线的连接及仪器、仪表元件的钎焊等。锡铅材料是软钎料中应用***的一种,高锡铅合金含Sn1.9%时,即形成熔点为183℃的共晶。现有的低温填料大多是锡基合金,如二元Sn-Ag、Sn-Cu和Sn-Bi,或三元Sn-Bi-Zn和Sn-Ag-Cu。常用的硬钎料有:铜基钎料、银基钎料、铝基钎料(主要用于钎焊铝及铝合金)和镍基钎料、钼基钎料、钛基钎料等。铜基钎料由于其经济性好,在钢、合金钢、铜和铜合金的钎焊方面获得了广泛的应用。主要材料有铜磷和铜基合金,铜磷合金主要由铜和5-7.5wt-%的磷组成,其他少量添加物包括银(高达20wt-%)和锡(高达7.5wt-%)。与其他填充金属相比,铜磷合金的主要优点是:当纯铜在空气中连接时,它们不需要助焊剂,从而节省时间和成本。磷与大气中的氧气反应生成五氧化二磷,五氧化二磷与表面氧化铜反应形成易熔渣,不会引起腐蚀。目前对铜和铜磷基填充金属的研究和开发主要集中在汽车工业中的热交换器中。OKC600(Aurubis)是一种铜基填充金属,含有4.2wt-% 的镍、15.6wt-% 的锡和5.3wt-% 的磷,正是这种填充材料的出现,使铜制换热器再次与铝制散热器开始竞争。
纯铜粉 纯Cu粉 雾化球形高气雾化 增材制造、粉末冶金 价详谈高纯度铜粉,4N9/5N9,氧含量:≤200ppm,氮含量:≤10ppm,粒度:0—25μm、15—45μm、45—105μm、45—150μm(可根据用户要求筛选其他粒度)应用工艺:增材制造、金属粉末注射成型、粘结剂喷射、冷喷涂等。
¥ 300/千克 | 点击购买
铝基钎料:对于低熔化温度的铝合金材料,填充金属必须具有比连接材料***的熔化温度,这是一个重大限制。大多数用于钎焊铝的填充金属都是基于铝硅系统,硅将液相线温度抑制到580–630°C。一般来说,铝钎焊比钎焊其他材料时需要更***的温度控制。即使添加硅,填料和母材熔点之间的差距也很小,导致工艺窗口狭窄,并且必须去除稳定的Al2O3氧化物才能成功钎焊。许多高强度铝合金不能使用Al-12Si共晶合金,因为合金化程度抑制了母材固相线,并且使用Al-12Si会导致性能下降,甚至局部熔化。为了避免这个问题,对三元Al-Cu-Si系统中发现熔点***的合金进行了研究。虽然铜抑制了熔化温度,但也使得CuAl 2在钎焊界面处形成金属间化合物,从而导致脆化。为了解决这个问题,引入了Sn(和作为润湿剂的Mg)以形成Al-7Si-20Cu-2Sn-1Mg合金。研究人员还在铝硅合金中添加了稀土元素,用于提高润湿性和硬度,且不影响熔化温度。与AlSiMg合金相比,添加到Al-12Si合金中的镧和铈增加了LD2和 LD30合金润湿性和强度。铝基填充金属还可以将铝与钛连接起来,从而形成轻质、耐腐蚀性良好且成本低廉的结构。基础Al-12Si 系统中添加的锗和稀土使得6061铝在530°C下成功钎焊在Ti-6Al-4V上。
银基钎料是应用***的硬钎料,由于熔化温度不是很高,能湿润很多金属,且导热性、导电性、和抗腐蚀性好,广泛应用于钎焊不锈钢、铜及铜合金、可伐合金、难熔金属等。银基钎料是一种以银或银基固溶体为主,添加Cu、Zn、Ni等金属元素的一类硬钎料,熔点较低,具有优良的强度、塑性和耐腐蚀性。常用体系有Ag-Cu、Ag-Cu-Zn系,其中AgCu28、BAg45CuZn较为常用。AgCu28是一种共晶钎料,对多种碳钢和有色金属的润湿性良好,不易产生金属间化合物,容易获得性能良好的焊缝,是进行钎焊过程分析的模板材料。BAg45CuZn具有良好的铺展性和填缝能力。Cu是最主要的添加元素,能降低钎料的熔点及成本且无脆性相生产,Zn能降低熔点但含量过高时会在接头中产生脆性相,Ti能提高银基钎料的润湿性和延展性。除以上材料以外,研究人员对基于银、铜和锌的各种三元和四元体系进行了研究,包括:Ag-Cu-Zn-Ga , 银-铜-锌-镍、银铜铟、银铜锡和银-铜-锌-锡等,最终选定锡为镉的合适替代品,许多制造商采用Ag-Cu-Zn-Sn四元系填充金属。但银基钎料的成本相对较高,限制了其应用。

银铜28 银合金粉末AgCu28 钎焊材料 银基钎料 价格详谈AgCu28,也称为Ag72Cu28或72Ag28Cu,具有延展性,良好的弹性,对硫敏感,并且不抗氧化。AgCu28是一种共晶钎料,对多种碳钢和有色金属的润湿性良好,不易产生金属间化合物,容易获得性能良好的焊缝,是进行钎焊过程分析的模板材料。
¥ 6000/千克 | 点击购买
镍基钎料具有良好的高温强度和抗氧化性,钎焊温度一般在1050~1250℃,用于钎焊不锈钢、高温合金的零件。镍基钎料以镍为主体,添加B、Si、P等能降低其熔点的金属元素。主要以粉状、膏状、非晶态形式存在。它们用于高工作温度且需要良好耐腐蚀性的地方,例如镍基和钴基高温合金和不锈钢的钎焊,镍基填充金属是航空航天和其他行业连接高温合金部件的。
钛基钎料具有焊接强度高、润湿性能好、耐蚀性好等优点,钛基钎料有粉状、膏状、薄片叠层三种形态,航空航天领域最常用的工艺是钛合金的钎焊,特别是Ti6Al4V和铝合金部件,例如5A06铝合金、A6061-T6铝合金和5052铝合金。
金基钎料具有低蒸气压、良好的润湿性以及优异的抗氧化腐蚀性能等优点,添加元素主要有Ni、Cu、Zn、Pd、In等。Cu能降低钎料的熔点与成本,Ni在降低钎料熔点的同时,还能提高钎料的高温强度、耐腐蚀性能,并使钎料具有良好的润湿性和流动性。金基钎料中由于Au含量较高,造价十分昂贵,因此仅应用于航空航天领域重要部位的真空或惰性气体炉钎焊,在高温下具有良好的机械性能和良好的抗氧化性。
结 语
随着制造业高速发展,钎焊技术应用越来越广,并向绿色化、高效化、自动化和高可靠方向发展。钎料的选择基于多种因素,如基材类型、使用温度、间隙大小、钎焊方法、钎料形状和尺寸以及钎焊中使用有毒材料的规定。未来可以从合金性能、钎焊钎料及钎焊工艺三方面进行研究和探索,获得更高性能合金以及钎焊接头,推动各个行业钎焊材料的发展及应用。